


 扫一扫
扫一扫

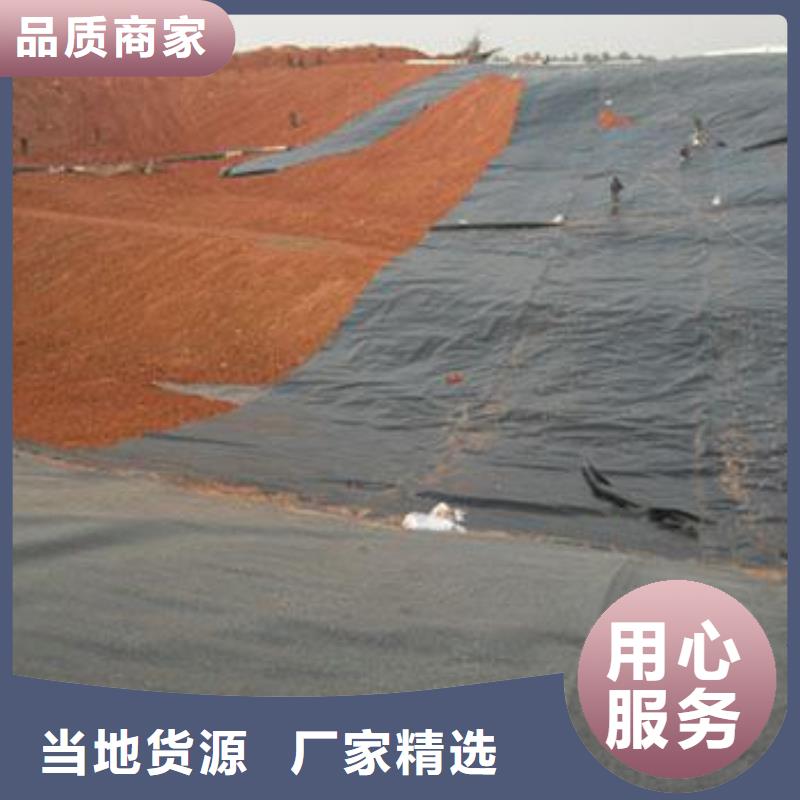
复合防渗技术已广泛应用于水利水电工程、堤防渠道工程、水库加固防渗等方面,取得了良好的经济效益和社会效益。近几年来,河南省广泛采用作为南水北调工程渠道防渗措施,取得了良好防渗效果。本文将复合防渗技术的应用施工过程中的质量控制加以总结,分别在复合的选择施工技术、工艺要求,铺设接缝方法、质量控制等方面进行了初步探讨。
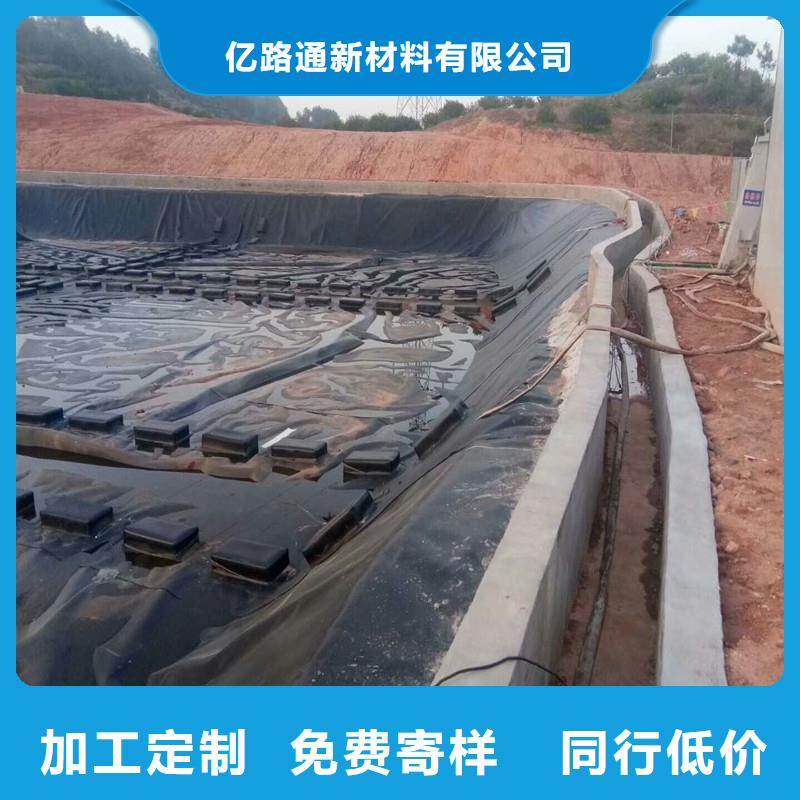
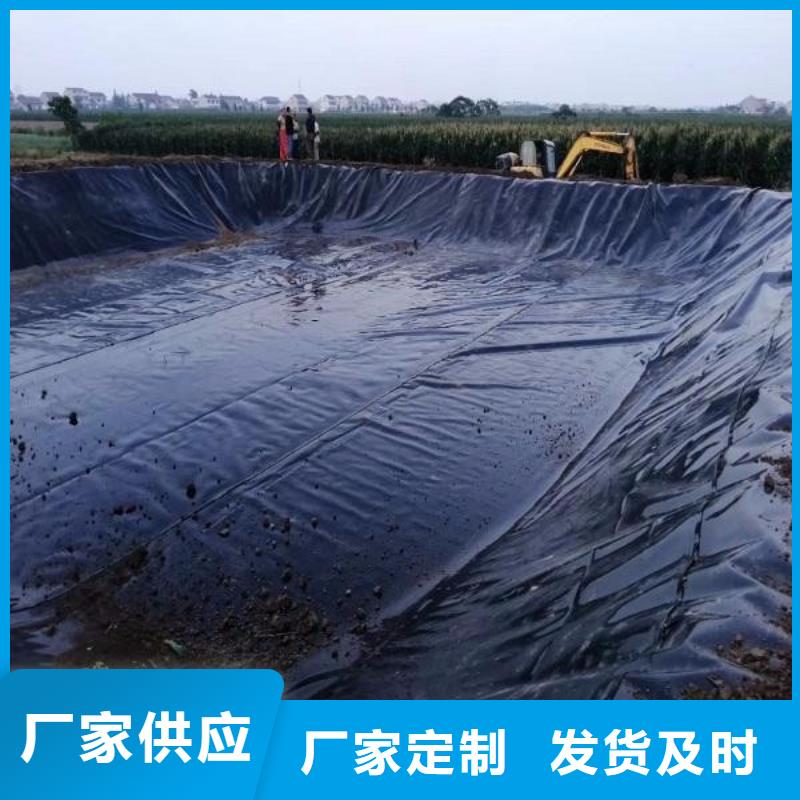
或复合的焊接、粘结、槽中拼接、周边锚着、顶部连接铺设工艺,认为;的接拼应尽量避免拾遗补缺,尤其是焊接工艺,应尽量减少漏焊、虚焊一条焊缝有多次停顿;在槽中搭接时,两幅膜应尽量贴紧;对于水头高、膜较厚,或可能发生较大位移的情况,膜与基岩或混凝土连接时,应尽可能要用螺栓连接,并留有变形余幅;必须高度重视土膜施工质量标准;施工人员必须能够根据施工条件处置各种复杂情况。边坡稳定分析采用平衡法。斜坡上的选用加糙的。下支持层采用弱透水性材料。施工时清场、铺设、热熔焊接、膜保护的措施要完善。在水利防渗工程施工中,为了进一步提高工程的施工质量,保障工程的防渗性能,施工时可采取防渗复合土工膜施工法,利用复合土工膜来辅助工程防水,增强工程防渗性。另外,在复合土工膜施工中,必须要严格控制其铺设质量,通过测评手段来土工膜材料本身以土工膜施工的质量,全面水利工程防渗的稳定性。作为一个水资源紧张,在农业生产中由渠道造成的水资源浪费也较为严重,因此在目前的社会发展中实现渠道的节水、节能和防渗。土工膜作为渠道工程中常见的材料结构之一,越来越受到人们的青睐。复合土工膜在农村渠道防渗加固处理中的应用,采用复合土工膜对农村渠道进行防渗加固改造,技术可行、经济合理、防渗效果良好,具有较大的推广应用价值。


平挤工艺为两步成形法,先将光面HDPE土工膜生产完成后通过喷淋粗糙颗粒的方式在光面上形成糙面,成品不是整体材料,糙点易剥落。吹膜工艺可以根据不同垃圾填埋工程的不同地形地势要求,通过调节吹氮压强、方向等方式,生产出糙面高度更高的糙面HDPE土工膜产品,产品摩擦力更大,边坡稳定性更好,安全系数更高,从而能更好的满足工程要求。举例来说,标准指标中对糙面HDPE土工膜的糙面高度要求为0.25mm,吹膜工艺可以生产出0.5mm(较常用)及0.75mm(一般常用)的糙面HDPE土工膜产品,而平挤工艺由于其工艺本身的缺陷问题,致使生产出的产品具有很大的局限性,糙面HDPE土工膜的糙面高度是不可控的。再加上平挤工艺生产出的糙面HDPE土工膜糙点和膜本身不为整体,糙点易剥落,从以往经验来看的话,一般不推荐使用平挤工艺生产的HDPE土工膜产品。



先进的经营理念和科学的管理模式,使亿路通新材料有限公司赢得了 黑龙江大兴安岭护坡土工网市场的认可。专业的技术、服务,使公司得到了客户的尊敬。多年来,承蒙各界朋友的支持与信赖,以及本公司全体员工的不懈努力下,取得了可观的经济效益和良好的社会效益。在激烈的市场竞争中树立起自身良好的公司形象,取得了丰烁的成果。



技术支持:s797.com